1- SELLADO POR CALOR DE POMOS PARA COSMÉTICA Y MEDICAMENTOS:
Aplicable a envases de Polietileno de Alta y baja densidad, y para Polipropileno.
Los liners de este tipo, están compuestos por dos o mas láminas. La lámina que toma contacto con el envase, y el envase son del mismo material.
El proceso de sellado de estos liners se realiza generalmente con un punzón calefaccionado (entre 130 y150°C), el cual troquela el sello de la cinta y lo desplaza hasta la boca del pomo.
Al tomar contacto ambos con presión y calor instantáneamente se adhieren por fusión de ambas partes plásticas. Es posible aplicar una etapa única de calor mas prolongada, o bien aplicar una primer etapa de tiempo reducido, y una segunda etapa adicional, regulando en ambas etapas el tiempo y la temperatura.
Estos procesos se realizan generalmente con máquinas con automatización de las etapas para lograr altas velocidades de producción.
2- SELLADO POR CALOR DE VASOS / POTES:
Contamos con productos para el sellado de vasos y potes de Polietileno (PE) y Polipropileno (PP).
Para envases de otro tipo de material plástico (PS, PVC, PET, Otros), por favor consultar a nuestros Representantes de Ventas.
Este tipo de envases se sellan en equipos diseñados especialmente para la sujeción del envase, que generalmente es flexible y de bajo espesor, y para la aplicación de presión ycalor, para que ambas partes (sello y envase), sean adheridos.
Las variables a controlar son la temperatura aplicada y el tiempo de contacto.
3- SELLADO POR INDUCCIÓN ELECTROMAGNÉTICA:
La inducción electromagnética es un proceso de generación de un campo magnético de medias y altas frecuencias.
Las corrientes generadas (llamadas corrientes de Foucault) son emitidas por medio de un cabezal sellador, debajo del cual se colocará el envase a sellar.
Al chocar estas corrientes contra un metal (por ejemplo el aluminio), el mismo opera como resistencia de esas ondas, generando un calentamiento muy rápido de ese metal.
Ese calor generado es el que produce la adherencia entre plásticos (plástico del envase, y lámina plástica del liner en contacto con el envase por un lado y el aluminio por el otro).
Las máquinas necesarias para este proceso se llaman habitualmente Máquinas de sellado por Inducción, o bien Termoinductoras.
Las hay de diversos tipos y tamaños.
Básicamente existen máquinas manuales (portátiles), y de línea de producción.
Máquinas manuales: son livianas, portátiles y de fácil aplicación, alimentadas normalmente con 220 volts. Cuentan con cabezales limitados para rangos de tamaños de tapa, por ejemplo de 20 a 100mm, de 50 a 150mm.
Máquinas inductoras de línea de Producción: equipos de mayor tamaño, contando con una cinta transportadora por la cual circulan los envases a sellar.
Los mismos se conducen por debajo de un cabezal que cuenta con numerosos bobinados generadores de corriente.
Son equipos para producciones de mayor escala, y se encuentran en diferentes versiones de tamaño según necesidad.
Dependiendo de la producción necesaria a cubrir (cantidad de envases a sellar diariamente), se deberá optar por el equipo adecuado. Detalles recomendados a tener en cuenta para un correcto sellado:
A- Compatibilidad entre tapa y boca del envase. Es muy importante que el diseño de ambas partes sea realizado con exactitud tal que la tapa enrosque correctamente, con firmeza, y que se logre una correcta planitud entre el borde superior de la boca del envase y la cara interior de la tapa. De no contar con buena planitud, es posible que luego la inducción no se logre completamente en alguna zona, o bien se queme en exceso.
B- Correcto torque de cierre: comúnmente aplicado con máquinas torqueadoras, si las tapas no son cerradas con el torque adecuado, podrían resultar con bajo torque, logrando un sellado ineficiente, o bien sobrepasar el torque necesario, llegando al límite de la resistencia del plástico, deformando los filetes de roscas (de tapa y envase) y provocando daños en el liner o deficiencias en el sellado por falta de contacto. Luego de controlar estos detalles, las variables a tener en cuenta con los equipos inductores van a ser:
A- Velocidad de la cinta transportadora.
B- Potencia aplicada por el equipo
C- Distancia / Altura entre el cabezal inductor y el Sello / Tapa.
La calidad de sellado lograda, va a depender del correcto ajuste del equipo, y estos ajustes van a ser “siempre diferentes” según el tipo de tapa, para cada geometría de tapa, para cada tipo diferente de sello. Pero en todos los casos es posible lograr el correcto sellado, a excepción de contar con alguna limitación técnica particular.
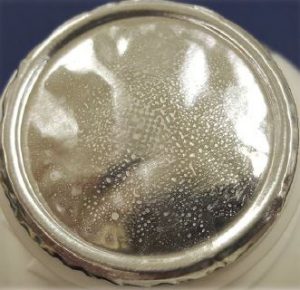
EJEMPLOS DE UN “CORRECTO” SELLADO DE INDUCCIÓN:
EJEMPLOS DE UN “INCORRECTO” SELLADO DE INDUCCIÓN:
No dude en consultarnos cualquier inquietud. Nos sentiremos felices de ser invitados a sus instalaciones, para poder brindarles toda nuestra experiencia, y poder encontrar juntos los mejores ajustes para sus operaciones de sellado.
¿En qué podemos ayudarte?
Para más información puedes comunicarte con nosotros